
 江南登录网址
江南登录网址
纸卡泡壳包装机圆盘示意图
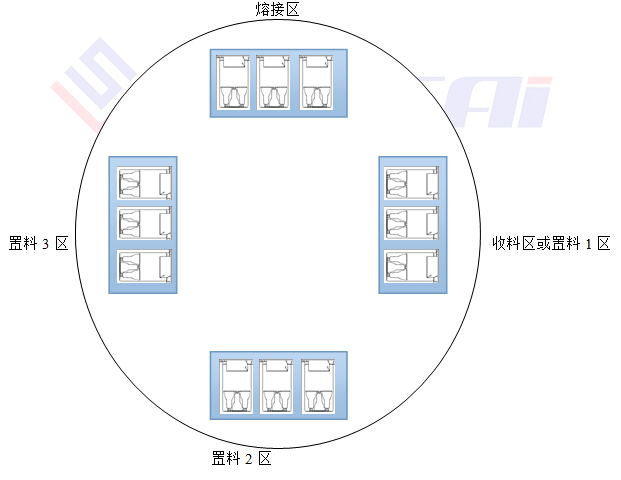
1. 入料1:1#作业员置下,中层料入模具;转盘自动转一个工位(90度);
2. 入料2:2#作业员置中,上层要包装料入模具;转盘自动转一个工位(90度);
3. 高周波熔接:机头下降——预压一—熔接——裁断——冷却保压——机头上升——转盘自动转一个工位(90度);
4. 收料工位:机械手自动吸盘,把包装好的成品抓取移出;转盘自动转一个工位(90度),进入“入料1”。

四工位圆盘江南体育在线直播观看
的效率怎么样?
纸卡泡壳包装机每机完成一个工序(也就是每完成一模)需要时间6-7.5S左右。
工人的放料注意事项:
工人入料时间=机头下降时间+延迟时间+熔接时间+冷却时间+机头上升时间+自动延时时间(转盘转动时是不能放料及收料)。
纸卡泡壳包装机如何提高生产效率?
如果工人对放料熟练,可以保证机器节拍时自动延时时间可以调整为0,生产每一模可以减少0.5-1S。




