江南登录网址
江南登录网址
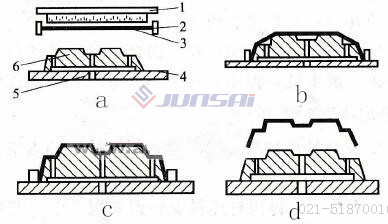
周转托盘厚板吸塑机为什么产生褶皱?
一,与材料有关的褶皱
加热时材料塌陷太大造成的表面皱折
在材料挤出过程中,由于取向应力太大造成的取向褶皱
在设备拐角处的拐角褶皱
拐角过渡半径太小而造成的褶皱
多型腔模具连接处的空间不充分
成型比超过1:0.4及长宽比L/B太大造成的褶皱
预成型过程中的预吹压力太高
由于真空泵截面太大造成的成型速度太快
成型速度太慢,薄材料在成型前冷却太久

材料被拉伸时,除非受干扰,周转托盘厚板吸塑机成形温度太低或者干扰速度太快,一般不会发生褶皱。

1.材料塌陷太多时,降低加热温度
2.如果没有或者较少对材料预吹,且材料塌陷很少,则升高加热温度,并提高成型模具温度。
3.采用预吹,尽可能少加热,降低抽吸速度,提高成型设备温度。
4.减少送料区
5. 周转托盘吸塑机配置助压柱塞,将小的褶皱引入到助压柱塞处,或在预吹过程中用柱塞限制褶皱的产生;在成型过程中用辅助柱塞对褶皱区塑料预拉伸。
6.通过增加辅助面来改变成型设备轮廓,比如增加半径、锥度或模具的轮廓体积。